電気炉製鋼工程では、電気炉にバケットにより運ばれた鉄スクラップを装入、溶解、精錬を経て約1600度の溶鋼を取鍋に出鋼します。装入から出鋼まで約1時間です。
最近では、電気炉の精錬工程を炉外で行う炉外精錬法の採用により、不純物の除去や所要の成分の最終調整が可能となり、品質が飛躍的に向上しています。
粗鋼の精錬を完了した溶鋼は、次に連続鋳造機にかけられ良質の圧延素材としての鋳片(鋼片、半製品)となります。製造された鋳片はその形状により、小形棒鋼、線材等となるビレット、H形鋼等となるブルーム、厚板、帯鋼となるスラブと呼ばれ、各連続鋳造機から製品の形状に応じ製造されます。
電気炉関連
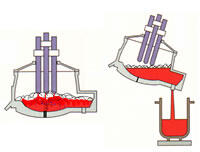
偏芯炉底出鋼(EBT)→介在物低減 鋼中リン・硫黄濃度低減
炉底撹拌→均一撹拌による温度、成分偏析改善
連続鋳造設備
電気炉製鋼技術の進歩
最近の電炉普通鋼を生産する電気炉製鋼技術の進歩は目覚しいものがあり、品質および生産性の向上を実現しています。
高品質の確保のため導入されている製鋼設備、精錬技術は次の通りです。
電気炉関連
- 偏心炉底出鋼(EBT)(残湯、スラグフリー出鋼)
介在物低減、鋼中燐・硫黄濃度低減 - 炉底攪拌
均一攪拌による品質向上
取鍋精錬技術(炉外精錬)
- 成分狭レンジ制御→ 製品品質の均質化
- 介在物低減、介在物形態制御→ 機械的性質の安定化
連続鋳造設備
- 断気鋳造(またはパウダーキャスティング)
溶鋼二次酸化抑制→ 非金属介在物の増加抑制、吸窒防止 - 大型タンデッシュ化
介在物浮上分離促進→ 介在物低減 - 電磁攪拌装置(M・S-EMS)
鋳片中心部のデンドライト分散化→ 中心偏析の改善 - ミスト冷却
均一冷却の促進→ 鋳片表面割れの防止